
“CONCEPT”
「流れる力」が、常識を変える。

持続可能な内面研磨技術
有機溶剤・ダイヤモンドは不使用
「環境問題」「コスト問題」が叫ばれるなか
水と研磨剤のみを使用した新技術を開発。
新しい時代にフィットした持続可能な研磨技術です。
シンプルで高効率な研磨作用
装置・技術構造を限りなくシンプルに
「再現性」「操作性」「効率性」を追求。
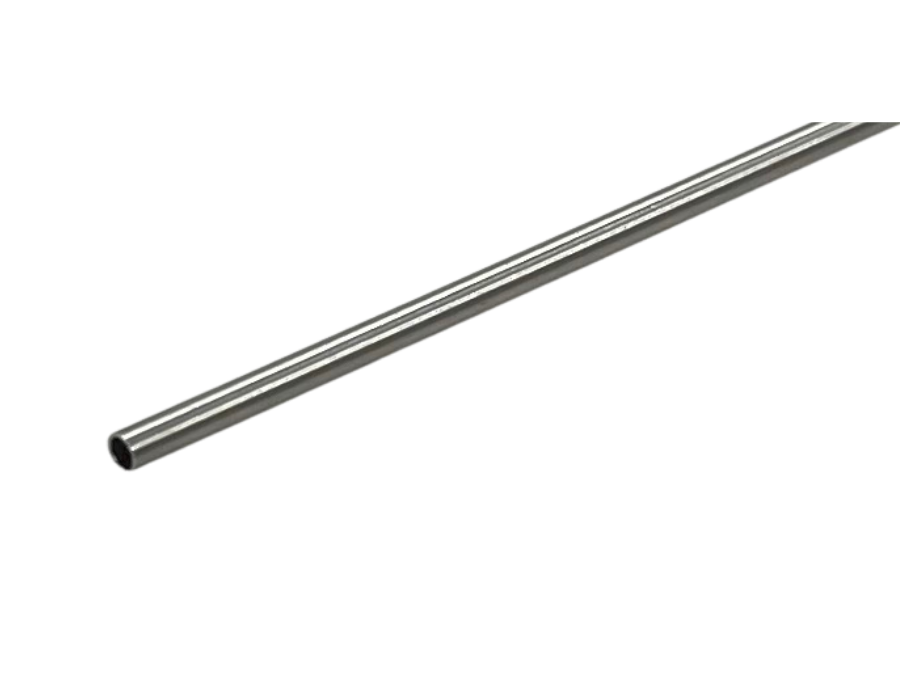
微細穴から長尺パイプまで、様々なアイテムに適応し
複数の同時研磨も可能です。


バリ取り洗浄にも対応
加工後の微細バリ、表面洗浄の目的でも使用可能。
半導体、医療機器などの分野でもニーズが増加しており
今まで手の届かなかった場所や流路でも
バリ取り、洗浄の処理が可能となります。
DIFFERENCE
技術の比較
ACHIEVEMENTS
あらゆる製品での実績とメリット
Ra0.526
▶︎
Ra0.012μm
依頼内容/内面粗さの向上
材質/SUS316
内径/φ0.2

Ra3.629
▶︎
Ra0.104μm
依頼内容/冷却水路の面粗さ改善・流量UP
材質/SUS420J2
内径/φ0.8

Ra5.075
▶︎
Ra0.076μm
依頼内容/冷却水路の面粗さ改善・流量UP
材質/Al-Si系
内径/φ2.0

QUALITY
品質へのこだわり
当社では、試作・受託研磨後の信頼できるデータを提供・実証するために
信頼ある第三者公的機関と契約を結び、データ計測を行っています。
表面粗さ測定使用機器
ZYGO Nexview NX2
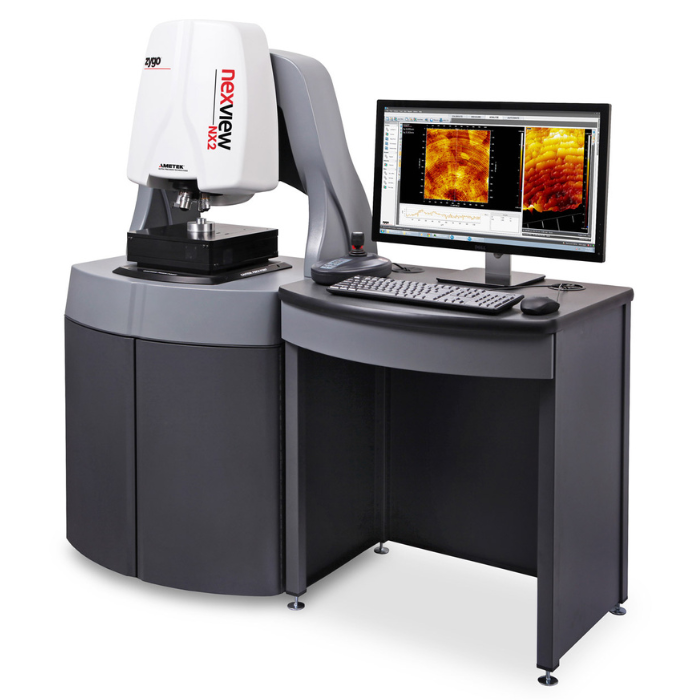

契約先:岡山県工業技術センター
SERVICE
サービス内容
FAQ
よくある質問
あなたの“難加工”に、私たちは解を持っています
